


Roof Panel Roll Forming Machine: Working Principles and Selection Guide
writer:优化 release time:2026-06-05 08:32:57 Views:175frequency
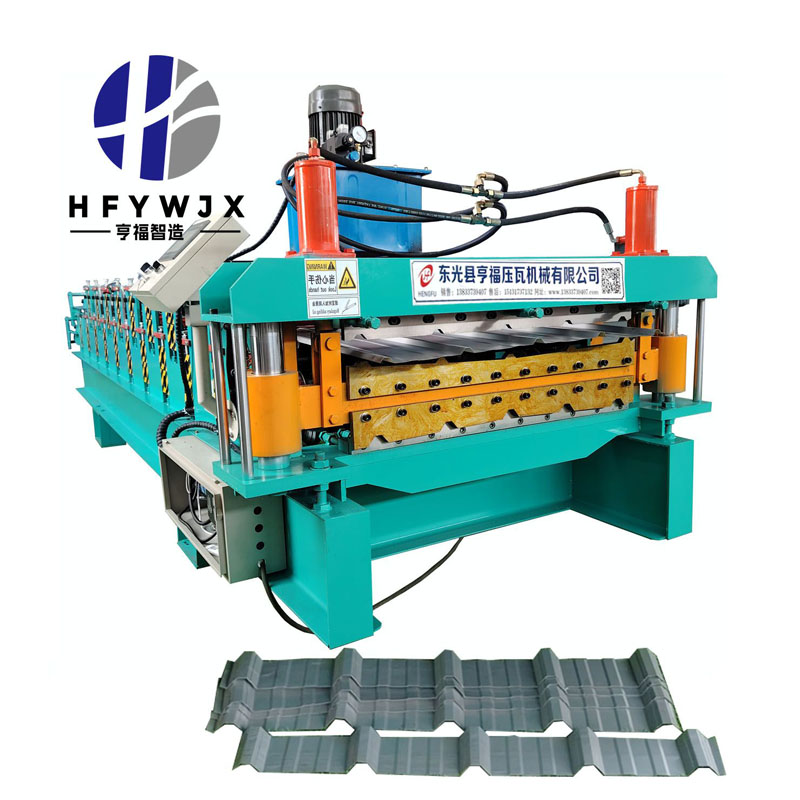
The roof panel roll forming machine stands as the cornerstone equipment for metal roofing production, transforming flat steel coils into precisely profiled panels with consistent dimensions, superior structural strength, and aesthetic appeal. These automated production lines, engineered and manufactured by specialized roll forming equipment factories, integrate decoiling, feeding, roll forming, cutting, and stacking processes into continuous, high-speed operations. Understanding machine configurations, roller design principles, and production parameters enables investors and plant managers to select equipment that delivers optimal productivity, product quality, and return on investment.

Machine Configuration and Production Workflow
A complete roof panel roll forming production line comprises multiple integrated stations: hydraulic decoiler (uncoiler), precision leveling unit, servo feeding system, roll forming main machine, hydraulic cutting device, and automatic stacking system. The decoiler handles steel coil loading and uncoiling with tension control to prevent coil collapse or loose winding. The leveling unit removes coil curvature and internal stresses, ensuring flat, dimensionally stable strip enters the roll forming section.
The roll forming section—the machine's core—contains 12-24 pairs of precisely machined rollers that progressively bend the flat strip into the final profile through cumulative small deformations. Each roller station performs a calculated bending angle, with the total forming sequence designed to minimize material stress, springback, and profile distortion. Reputable roll forming machine suppliers provide detailed forming flow simulations and sample production before delivery to verify profile dimensions and production speeds meet customer specifications.
Roller Design and Material Selection
Roller design directly determines profile accuracy, production speed, and tooling service life. Computer-aided design (CAD) and finite element analysis (FEA) optimize roller contour geometry, considering material thickness, yield strength, bending radius, and springback characteristics. The roller material—typically 45# steel, GCr15 bearing steel, or Cr12MoV alloy tool steel—must withstand high contact stresses, frictional wear, and surface fatigue during continuous production.
Surface treatment of rollers significantly influences product surface quality and tooling longevity. Chrome plating (0.02-0.05mm thickness) provides hardness, corrosion resistance, and reduced friction, extending roller life by 2-3 times compared to untreated surfaces. For stainless steel or pre-painted coil processing, mirror-polished roller surfaces prevent surface scratching and coating damage. Leading roll forming equipment manufacturers maintain comprehensive roller material databases and can recommend appropriate materials and surface treatments based on processed coil specifications.
Hydraulic vs. Mechanical Cutting Systems
The cutting system must deliver clean, burr-free cuts at production speed without damaging the profile shape or surface finish. Hydraulic cutting systems, employing hydraulic cylinders driving high-precision cutting dies, provide powerful, controlled cutting action suitable for heavy-gauge materials or complex profile shapes. The hydraulic system's adjustable cutting pressure and speed accommodate varying material thicknesses and yield strengths within the machine's capability range.
Mechanical fly-cut systems, utilizing rotating cutting tools synchronized with production speed, offer higher cutting frequencies suitable for high-speed production lines (30-60 m/min). These systems require precise synchronization between material feed speed and cutter rotation, achieved through servo-driven control systems with real-time speed feedback. Professional roll forming machine suppliers provide both cutting technologies, recommending optimal configurations based on production speed requirements, profile complexity, and material specifications.
Control Systems and Automation Integration
Modern roof panel roll forming machines incorporate programmable logic controllers (PLCs), human-machine interfaces (HMIs), and servo drive systems to achieve precise length control, production speed adjustment, and fault diagnostics. The PLC controls decoiler tension, feeding length, forming speed, and cutting timing, with production data logged for quality traceability and process optimization. Touchscreen HMIs enable operators to select pre-programmed profile recipes, adjust production parameters, and monitor machine status through intuitive graphical interfaces.
Industry 4.0 integration capabilities—including remote monitoring, predictive maintenance alerts, and production data analytics—increasingly feature in advanced roll forming lines. These systems collect operational data including production counts, material usage, energy consumption, and fault history, enabling plant managers to optimize production scheduling, reduce downtime, and improve overall equipment effectiveness (OEE). Experienced equipment suppliers provide comprehensive training and ongoing technical support to maximize customer return on investment.
References
ASTM A653/A653M - Standard Specification for Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by the Hot-Dip Process
EN 10143 - Continuously hot-dip coated steel sheet and strip - Tolerances on dimensions and shape
ISO 9001 - Quality management systems - Requirements
FBMA 301 - Code of Practice for Metal Roofing
AS/NZS 2728 - Pre-painted/coated products for interior/exterior building applications






